日本厨刀系列:日本厨刀的类型,选购,保养 (美食厨房) 8594次阅读
作者: 修理小子 ![]() , 发表于: 2018-08-28 (2279天前)
, 发表于: 2018-08-28 (2279天前)
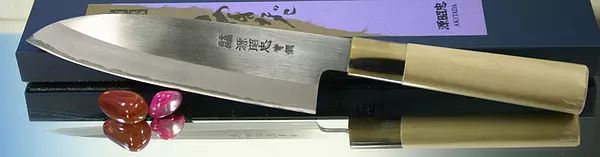
刀的种类 开刃 传统的日本刀具是单边开刃的,具体原因我没有研究过,有种说法是说这样更能够得到cleaner cut。开刃的方向是远离身体的那一边。比如右手就是右侧开刃,左手反之。后来随着西方文化的传入,新型的设计也产生了,而特征之一就是西式的双边开刃。 传统日本刀型 传统的日本刀主要有四大类:出刃,薄身,刺身,三德(万能). 其他千奇百怪的刀一般我们也用不到,就不去扯了。 Deba bōchō (出刃包丁),一般就叫Deba,日本人离不开鱼,处理鱼的刀自然有很多种,但是最主要的应该就是这个Deba了。 Deba鱼的主要是用来粗加工鱼,清理,断骨,起片之类这个都是主力。短的大概13厘米,长的可以到30厘米都有。Deba的特征就是刀背后端特别的厚,有的大家伙最粗处可以超过1cm,所以非常结实耐用,一般Deba的用法是前面起鱼片,后面断鱼头。偶尔拿来砍小骨头都可以(鸡鸭)。但是Deba一定砍不动大骨头。

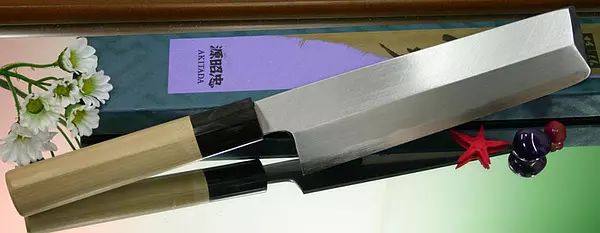
usuba bōchō (薄刃包丁),也叫Nakiri bōchō (菜切り包丁) ,有点像小缩小了的中式菜刀。特点是刀刃没有弧度,而且非常薄,所以很适合拿来切菜。一刀下去基本不用前后slice的动作就能够轻易的把菜切成状。基本可以说是土豆丝神器. 因为它很薄,开刃很锋利,所以千万不能拿来切骨头
Sashimi hōchō (Japanese: 刺身包丁),顾名思义,就是拿来专门处理生鱼片的啦。当然他们登场的条件是假设你已经把鱼排处理好了,骨头也剔除了 处理生鱼片的刀又细分为很多种,Tako hiki (タコ引,墨鱼刀) , fugu hiki (ふぐ引き河豚刀), yanagi ba (柳刃, 柳叶一样细长的刀) 这些东西都太专业,特别是墨鱼,河豚刀这些东西可能我们一万年都不会用一次,就单说说Yanagiba吧。Yanagiba可以说是刺身刀里面最常用的,因为一般的生鱼片都是用它来处理的,很多人会说我随便拿一把刀都能切出生鱼片来,为什么还要专门的刀呢,原因就是在日式料理里面,刺身讲究光泽。这种漂亮的光泽是必须用磨得非常锋利,细长的刺身刀才能做到。当然如果纯吃,那是随便什么刀,只要能切出鱼片状都应该没问题的。


Santoku bōchō (Japanese: 三徳包丁) 是日本传统刀型里面的万能刀型了。San(三)的意思包含了:slice, dice, mince这三种切法。所以Santoku也称为万能包丁。Santoku刀刃通常从13到21厘米左右,是日式传统刀型里面最常见的刀型,有点像deba的形状,但是没那么厚,通常是菜肉通杀。如果你就准备一把刀通天下,那就非它莫属了。随着演变,Santoku大多已经是双开刃了。当然,单开刃的也能找到。
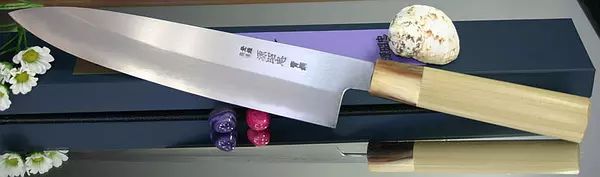
现代刀型 随着日本的开放,在西式刀具的影响下,日本也产生了一些结合了西式刀型的设计。齐最主要的特征就是对称双开刃以及西式刀柄(以后会讲到)。 gyuto (牛刀) 就是我们平时说的Chef’s knife, Gyuto大体上很像Santoku,但是比Santoku更加修长一些,有时候也更薄(这也是Gyuto和真正的Chef’s knife)区别。因为Chef’s knife 通常是拿来切牛肉条的,这也是“牛刀”这个名字的来源。
Petty (Paring knife,削皮刀),最长大概在15cm左右,可以手持,也可以在菜板上切切小东西,比如蘑菇啥的。

Chuka bocho (中华包丁) 你懂的! 其实也有两种,刀背薄(2-3mm)的是拿来切的,刀背厚的(4mm+)是拿来砍的。iamwhomai兄说得更准确一些:文的和武的。文切,武砍。

Sujihiki (切筋刀) 顾名思义,就是把肉从骨头上剔下来的刀。很多人会说了,这Sujihiki跟Yanagiba有啥区别呢?都是长条的。 区别就是:Yanagiba专门切生鱼片,其他事情干不了,单开刃。Sujihiki就是鬼佬的”Yanagiba”,双开刃,可以切肉,也可以切鱼。所以如果只要一把的话,sujihiki比较好。

刀柄 刀柄也分日式柄和西式柄。 日式的如图 日式刀柄基本上是一体成型,在一整个圆柱型柄才上开个洞,然后把刀插进去,再“上环”。传统的日式刀柄是白玉兰木(magnolia)这种木头的特性是当沾水的时候,木头不会滑;环(Ferrules)的材料一般是水牛角,还有就是黄铜。



西式的如图 西式的柄基本上就是两块柄才夹在刀上。中间三个铆钉夹紧,另外还有个bolster来强化刀身以及起到平衡的作用。

实用性 那说了半天,到底是那种刀型最好用呢? Santoku (Gyuto), Deba, Petty, Sujihiki 应该都是常用的,其中以Santoku 和 Gyuto最适用,切肉,切菜,切条,切丝,切丁都毫无问题(他们两个选一个就行),Deba次之,主要干粗活用;Petty削果皮,Sujihiki可以客串西瓜刀,鱼生刀。 ============================================================================ 刃的结构: 传统锻造(forged): 日本的传统锻造方法有两种,最纯正的就是Honyaki(日文一般会写本烧)。它的意思就是指匠人用最按照日本传统的方法,木灰里面烧,人手一下一下的把一块铁敲打成材,然后淬火;所谓的千锤百炼,大概就是这么个意思。本烧必须是用单一种钢材,所以淬火的时候失败率很高,正因如此,一般的小师傅也没本事做,都是高级师傅去打造。也正因为这种追求极致的工艺,直接接造成本烧刀高高在上的价格:基本都在1000美元以上。通常做本烧的钢材基本上是安来的青钢和白钢(后面会具体讲钢材)。 另一种锻造方法是Kasumi (日文写 霞),它跟本烧在工艺流程上的区别不大,主要的区别是它是用两种钢材来打造的:刀刃用青钢,白钢这种高碳钢,刀背用软的“Jigane”(地铁)结打在一起。高碳钢来保证硬度/锋利度,地铁的作用是降低淬火的失败率。这样做的好处是在保证锋利度的同时降低了对制造工艺的要求,但同时牺牲了刀本体的韧性。传统的Kasumi是堆可乐那样的上下结构;也有的就是两种钢直接经过很多次的锤炼而形成特有的花纹,这就是我们熟悉的大马士革钢(Damascus)。

夹钢结构 San mai (laminated) 传统的锻造技艺在成本上很明显不适合现代社会,所以有了San Mai的出现。San Mai是三明治结构:坚韧的刀心(core)被两层相对柔软的钢材包裹在中间;刀心是ham,软钢是面包。 这样做好处有很多:在保证锋利程度的同时容易加工了。最最重要的是,锋利来自于钢铁里面的碳含量,但是高碳意味着易锈,所以San Mai的出现让不锈钢有了用武之地。刀心用高碳钢,外面的包裹层用不锈钢。这样极大的降低了传统高碳钢(青钢,白钢)的维护成本。 顺便说说传统高碳钢有多难搞吧:假设开始洗碗的时候把刀洗了,但是留了一滴水珠,等你洗完,擦干净桌子,刀已经锈了;几天不用而环境潮湿的话,整个刀身都会充满锈迹。(后面保养篇会探讨如何应对)。 因为San Mai优秀的防锈特性以及相对低廉的成本,现在市场上的中高级刀基本都是这种结构的。 买的时候会看到他们写“VG10 Core”这种字样,那就表示这把刀是用VG10高碳钢做刀心的夹钢结构。 ============================================================================
钢材 安莱钢: 说起日本传统的刀剑,自然不能不提起安莱钢。因为几乎所有的本烧,霞都会用到安来钢。 百度百科时间“安来钢自古就是制作刀具的高级钢材,由日立金属股份有限公司的安来工厂研究生产,日本传统刀具都使用安来钢制作。出云地区的山川中富含一种高纯度的砂铁叫攸"真砂",因水流和铁的比重不同。使砂铁矿沉甸于河流底部,这就是安来钢的原料(玉钢)。安来钢为制作日式刀具所用的碳素钢,分为白纸、黄纸、青纸等系列,这种分法是为了区分生产的梯次与顺序,用有色的贴纸贴在产品上以示区分。一般而言,安来钢各种钢材硬度相当.`但特征不同.如白纸系列适合用来制造厨具用刀、小刀、剃须刀、等产品,黄纸多被用于制造剪刀.锯子、农具等,青纸系是含钨的高级钢材,主要应用于优质刀具,如猎熊刀、溪流刀.野外求生刀等。。。。。。。” 安来钢有四大系列黄纸,白纸,青纸,银纸,这个纸在这里就是指的包裹钢材的包装纸的颜色。所以我们也把这些钢材叫做黄钢,白钢,青钢,银钢系列。 安来钢基本上是在符合日本JIS钢材标准的材质里面再提纯和再加工而来的。 黄钢2(Kigami):从JIS基材经过第一次提纯而得到,其实还是很杂,所以基本没人用。 白钢(Shirogami):从黄钢2再提纯而得到;白钢1是在白钢2的基础上加入更多的碳,效果就是更硬,更脆。所以并非白钢1就比白钢2好,而是看你拿来干什么。他们是同级的。 青钢(Aogami):青钢就是在白钢的基础上加入了tungsten和chromium,具有了不锈钢的元素(但还不是不锈钢)。特点就是稍微的没那么易绣,稍微的硬一些,但是稍微的没白钢那么锋利(打磨到12000目+能看出区别)。青钢1就是更多的tungsten和chromium. 银钢系:各种不锈钢,基本跟传统的安来钢没什么关系了。 OK,那到底啥好呢?青钢更耐磨一些,白钢更纯洁一些。含羞瑟瑟还是风情万种?看你的喜好吧和钱包吧(青钢更贵) 需要注意的是,如果你想买这种易锈的高碳钢,必须要知道如何保养才行。否则就是没事找事。 粉末钢: 新型不锈钢。粉末钢是现代科技的产物,新型的不锈钢, 同样通过添加各种稀有金属从而改变金属的某些属性,只是它的原材料是粉末而不是通过铸锻得到的。 这段是COPY AND PASTE: “采用热等静压或热挤压等热成形技术,将合金钢粉末致密化成坯材,然后经一般热塑性加工制成的合金钢材。其密度接近或等于理论密度。这类钢材与铸锻钢相比,有以下特点:①组织细小均匀,消除了铸锭法难以避免的宏观偏析;②合金化范围宽,可不受铸锭热塑性差的限制。因此,这类钢材的力学性能水平相当于甚至优于同类的铸锻钢。” (粉末冶金合金钢) 具体怎么弄出来的就不去深究了,简单来说,粉末钢是现在钢铁材料工业的前沿,结合了硬度,韧性和防锈于一身。鬼子,米国都有好东西。如果不是收藏癖喜欢本烧刀的话,高级刀还是粉末钢来得比较实际。而且很多日本匠人都已经在用粉末钢做他们的顶级刀了。 传统不锈钢 一般低端的刀也会回到一体钢的结构。可能是青钢,白钢(非锻造);但是更多的直接是不锈钢直接批量生产的。比如440钢之类都是高硬度的不锈钢。但是这类钢材大多没有传统的高碳钢硬度高,所以大多不是很锋利。但是制造成本低,所以相对便宜。藤次郎(Misono)的440系列就是440不锈钢。 大马士革钢: 大马士革钢是拿来形容中世纪波斯,印度一代出产的刀剑所特有的纹理。现在这种技术的具体做法早已失传,取而代之就是对具有这种纹理的钢材的统称,基本上就是一个装饰作用。
前面说过,Kasumi的一种效果就是大马士革纹路,你可以理解为Kasumi的大马士革是用两种不同材质的金属锻打成一个整体,再拿来做刀的,整个刀刃都是大马士革钢。但是现代厨房用刀确大多是夹钢结构的,高硬度粉末钢做心,外面是大马士革纹路。

下面的就是夹钢大马士革的效果了。从下面这幅图可以很清楚的看到,纹路到了刀刃部分就没有了。一般来说,纹路越多,做工就越复杂,因为需要反复锻打的“层数”就越多,自然也越贵



============================================================================
如何判断钢的好坏 硬度(hardness):一般高级刀都会在介绍自己用料的时候注明它的硬度(洛氏硬度, HRC)。刀越硬,刀身就越脆,但是也就越能保持锋利度(最佳例子,陶瓷刀,锋利无限久,但一摔就碎)。硬度跟钢的关系不是特别大,但是跟热处理的关系很大(当然好的钢可能更容易处理)。一般来说判断钢好不好,硬度应该是最主要的一个考察项目了,毕竟没人愿意隔三差五的就去磨刀。但是硬度高也有个坏处,就是如果你使用不当,拿刀干了不该干的事情(三德砍鸡骨头,敲冰冻饺子,拧螺丝!)那是肯定会崩掉的;另外一个就是高硬度的钢材非常难磨锋利了(后面会讲怎么磨刀,请继续看)。 我们可以通过一下数据来大概了解一下: 德国的那些神马双立人,WMF之流基本就是HRC52-HRC56; 440不锈钢 HRC 58; 瑞典钢HRC 59- HRC 60; VG10粉末钢 (HRC 60-61):高级的粉末钢比如Cowry X (大同特殊钢) / ZDP-189 (日立金属):HRC 63- HRC 67。 锋利度:不是那么重要,所以一般大家都不会太在意。具体原因是因为基本上在家用环境里面,咱们不会天天磨刀,而且即使磨,也不会磨到异常锋利的程度。所以微观来说,刀刃的毛糙比钢内部的材质结构大,所以材质对锋利度的影响体现不出来但是硬度带来的edge retention能力确实显而易见的。 FYI:对于讲究极致的强迫症患者来说,最锋利的钢应该是安来白钢。白钢就是没有添加碳啊,铬啊这种乱七八糟的东西,所以钢材本身是最纯净的,也就是最锋利的。问题是:要达到这种锋利程度,可能要打磨刀12000目以上才能体会出来。12000+是神马概念呢?镜子… 这个锋利程度的刀在手上扫一下,手毛就没了。问题是:你的磨刀石能磨出镜子来吗?LOL ============================================================================ 日本刀的选购: OK,前面说了那么多乱七八糟的,很多朋友可能最关心的还是“到底啥刀好!?” 鉴于市面上可选择的牌子,钢材实在太多了,我就说说我是怎么选刀的吧。 看结构: 从经济实用的角度来讲,夹钢结构的刀应该是最平衡的。首先没有人手锻打那么贵,外面的夹钢基本都是不锈钢,也省去了很多打理麻烦。刀心一般都是HRC 60+的硬度,也足够锋利了。另外就是有的刀是比较高级的粉末钢一体做成,那也OK。 如果是西式刀柄的刀,那注意那个bolster 是不是也是跟刀连成一体的。一般来说一体成型的刀在坚韧度和整体质量上比“夹上去”的好一些。 看钢: 假设我们是选购夹钢结构的刀,那可以认为外面的包钢都是不锈钢,剩下就看里面的刀心大概是用什么样的钢材了。通常最POPULAR的刀心就是VG10粉末钢了。它的硬度大概在HRC 60-61,属于既有一定的edge retention也不是那么难磨的。 综上所述,Japanese Chefs Knife上面的JCK ES VG10系列;Misono的UX10系列(瑞典钢)。Amazon上面的Kanetsune VG10系列,Shun Classic系列都是很不错的选择,价格一般在$150-$250. 收藏爱好者: 如果你是传统爱好者,像我一样觉得磨刀是一种享受的过程,非要安来钢的话。最简单的方法:牌子是品质的保证. 正本,正广,有次,源昭忠,关廉长,堺孝行都是很出名的牌子。如果能买到他们的本烧,那正是别无所求啊! 其余: 在买刀的时候,决定刀最终价格的还有刀柄,打磨。紫檀刀柄和镜面打磨能让刀很漂亮,但是很贵!一把源昭忠鱼生刀,加了镜面打磨和紫檀柄,还不是本烧的。最后1000大元。应该宁愿加点小钱,买普通柄,没打磨的本烧都不应该在这些地方浪费太多资金。因为刀柄可以自己换,镜面可以自己磨,但是烧自己就本不出来了! 中式: 特别需要指出的是,杉本应该是最中式刀最出名的。据说在日本的中国厨师里面占有率很高。 ============================================================================ 刀的保养。。。 所谓工欲善其事,比先利其器。如果你买了一把美美的刀,高端刀HRC67.。。但是拿回来一看,没开刃且不会磨,顿时就囧了。 在我看来,磨刀几乎可以说是用日本刀最最先决的步骤。如果技术不过关,再漂亮的美女被你一磨就成了花脸猫,那种么办?!就算硬度再高,你的石头磨不动刀刃,那还搞个毛线? 所以,磨刀是门必修课。记住,没有不锋利的刀,只有磨刀技术不过关的使用者。 工具: 磨刀石: 传统的日本磨刀石,有人工的,有天然的。粗细程度大概从500目(粗) 到 12000目(极细). 一般来说如果你不是用硬度特别变态的粉末钢,它们可以说胜任绝大多数场合了。 我一般是:1000左右粗磨;3000中磨,6000细磨。不是那么讲究的话,1000/4000目也够了。 King 的6000目磨刀石。 这种磨刀石的特点是便宜(我说人工的),坏处是用旧了会出现中间凹陷的情况。一旦出现这种情况,是没法继续使用的,必须整平之。方法是用一个更粗的,确定平的磨刀石来把这个出现凹陷的磨刀石打磨平(蛋痛不)。所以我比较推荐下面介绍新型的磨刀石。 钻石磨刀石 传统的磨刀石一是用久了会凹陷,二是这些传统石头搞搞青钢白钢还行,对付高硬度粉末钢还是稍显吃力,所以现在比较流行的是DMT Diamond Stone。人工制作的磨刀石是绝对平面,永不凹陷的,研磨部分是钻石粉末,我个人的经验比起传统的磨刀石,效率提高实在太多了。它唯一的问题是不够细,最细的大概也就1000目的样子。所以我一般那它来进行粗加工,然后再拿6000目的传统石头抛光。日本好像也有出diamond stone,我没研究过,貌似有更细的目数。 DMT Diamond Stone套装,AMAZON价格不错。蓝色的我拿来磨刀,绿色的我拿来磨磨刀石
其它保养 对于安来钢这样的传统高碳钢,最大的问题就是生锈。我对付它的方法是每次用完,洗干净,拿干布擦干后,再来一丁点食用油。这样既能够防止周围的水分侵蚀钢材,也能够顺便给木柄上点油,保证它的色泽。 镜面打磨 很多人可能觉得镜面打磨主要是装饰,其实镜面打磨也是防止水气聚集而导致生锈的一个方法。设想刀在未镜面打磨的情况下,其实表面是凹凸不平的,这样就会在某些部位造成水气的聚集。时间一张,这个部分就会比周围更加容易生锈,而导致锈斑产生。经过镜面打磨的刀是比没有镜面打磨的刀更能够防止生锈(不是免疫)!
============================================================================
Q&A Q:虽然德国的什么三叉牌,双立人(这个现在我也知道其实不是什么高级货)在国内超级收到追捧,但是其实日本的刀才是最好,并且也更贵,比如LZ提到的SHUN,YOSHIKIN什么的,而且说日本刀的用料比德国的还要好。不知道是不是真的啊? A(by iamwhoami): 我觉得这个跟使用习惯有更大的关系,日本人吃东西比较讲究,割不正,不食...切得很精细,据说日本人基本上不啃骨头,传说这也是二战时日本人在漫画上的形象---大暴牙有很大关系 , 要切得那么精细刀必须锋利,开刃夹角小,钢材够硬,才有切肉如切豆腐的感觉,缺点是要用好的磨刀石手工磨刀还需要一定的技术 西式厨刀对锋利度没那么高的要求,开刃角度大一些 钢材软一些 维护起来相对也容易,用之前用磨刀棒来回荡几下就足够锋利,几个月不磨问题都不大,因为钢材相对软,不那么容易蹦齿,但容易卷刃(微观上讲),正好用磨刀棒来回荡几下就又撸回来了 中式厨刀往往更不讲究,当然传统上也有文武刀之分,切片和砍骨也是分开的,要说讲究也不少,好刀也有,但近几十年来普通百姓由于种种原因基本上家里只有一把菜刀,干啥都用它,切的时候不是靠锋利而是靠重量... 所以说不能简单地讲日本刀就好,德国刀,中式刀就差,要看自己的需求。 ============================================================================ Q: 3. 多用几种不同的目数,别500过了直接6000,会累死6000的石头的。 而且最好是一直冲水(日本石头),或者一直喷润滑剂(diamond stone)(WD40之类)。它的作用不是“润滑”而是把脏东西弄走。 我磨刀跟LZ有点不同,不是一直冲水,只是用前把充分浸水。听说一直冲水会把磨刀石上的粉末也冲掉,主要是靠那些粉末来磨刀的。 中途可以加点水吧。起润滑作用。 A: 主要原因是,如果杂质都是石头的粉末,那是没问题的,甚至像你所说,帮助研磨;,但是钢本身会掉那些黑色的杂质出来,这些杂质有的很细,那会结积在石头上,于石头本身和刀之间形成一层膜一样的东西,就是我之前说的clot the stone。我自己的体会是,低目数的石头还行,但6000+的石头如果不常清理杂质就很容易clot了. 我非常建议常用的刀具至少要磨到6000目。跟很多玩木工的朋友交流,6000基本上是"可以用"的目数了。完整帖子:
- 日本厨刀系列:日本厨刀的类型,选购,保养 - 修理小子, 2018-08-28
![[*]](themes/web_2.0/images/complete_thread.png "打开整个主题")
- 贵啊。
![[ 没有文字 ]](themes/web_2.0/images/no_text.png "空帖子 / 没有文字") - 春之歌, 2018-08-29
- 春之歌, 2018-08-29
- 师姐,太锋利了,本来想送你一把,太锋利了,所以算了哈~~ - 修理小子, 2018-09-03
- 师姐,太锋利了,本来想送你一把,太锋利了,所以算了哈~~
- 好帖,我用旬刀系列。很好用。 - Big-apple, 2018-09-02
- 对啊。我现在用上瘾了。太好用了~~~除了剁骨头不能用,其他可是太牛了! - 修理小子, 2018-09-03
- 对啊。我现在用上瘾了。太好用了~~~除了剁骨头不能用,其他可是太牛了!
- 对刀太有研究了,长知识,以后买刀先来参考参考。多谢啦! - 比翼鸟, 2018-10-30
- 贵啊。